The process for manufacturing edge welded metal bellows begins with hydraulically stamping strips of metal sheets into diaphragms. Once stamped, diaphragms are inspected for quality and cleaned to ensure that the material is free of any grease or dirt. Next, the diaphragms are positioned back-to-back (male to female) to pair the inside diameter holes. They are then welded together through plasma, laser, arc, or electron beam welding equipment depending on the manufacturer and material. Vision systems can aid the accuracy and consistency of welds. The entire process is continued in order to make the proper number of convolutions. Once the inside diameter welds are completed, the convolutions are prepared for outside diameter welding. Depending on the welding equipment, chill rings are inserted between the convolutions in order to ensure that the heat from the welds does not distort or change material properties in the adjacent material.
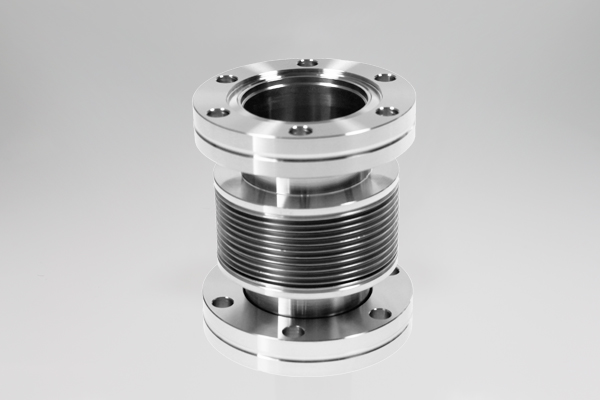
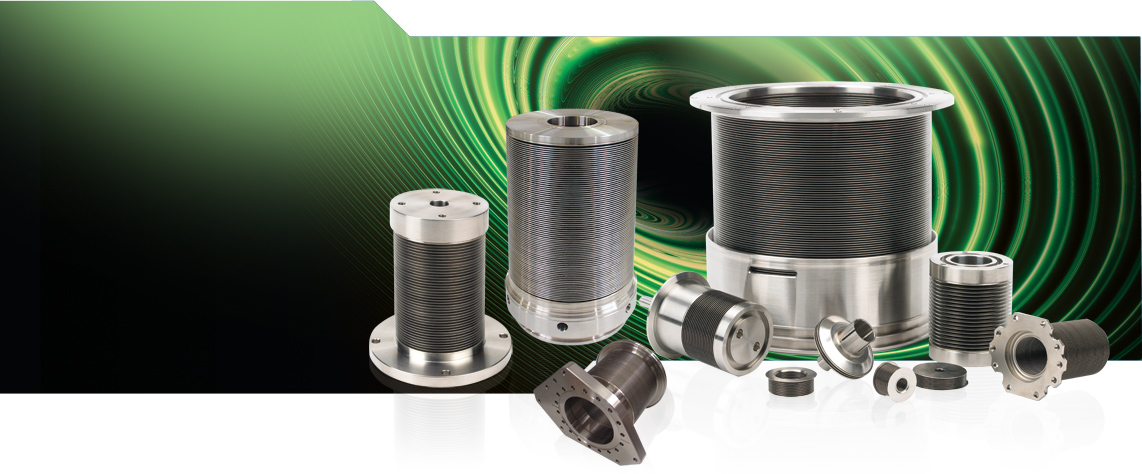
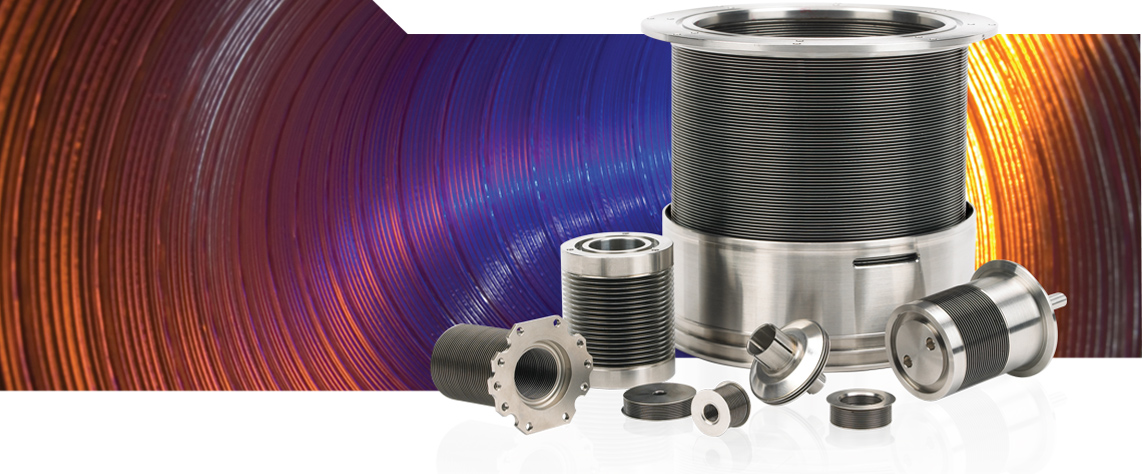
The finished product is a long flexible assembly. The design of the metal diaphragms gives the bellows assembly its dynamic flexibility and high – performance characteristics.
Most customers require end plates or custom flanges to meet a specific requirement or application and these end pieces can be welded to the end of each side of the bellows for a finished assembly.